






Китай система аспирации углеродных волокон производитель
Когда говорят про системы аспирации углеродных волокон, многие сразу представляют себе огромные немецкие или итальянские установки. Но в последние лет пять-семь китайские производители начали серьёзно теснить европейцев на этом узком поле. И здесь есть один важный нюанс, который часто упускают: не всякий китайский поставщик понимает разницу между аспирацией для обычной пыли и для углеродного волокна. Последнее — это не просто пыль, это проводящие, абразивные и лёгкие частицы, которые ведут себя совершенно иначе. Много раз видел, как закупали стандартные фильтры для металлообработки, а потом удивлялись, почему всё закоротило или фильтры протёрлись за полгода.
Почему именно углеродное волокно — это отдельная история
Работал с несколькими заводами по производству карбоновых деталей. Основная головная боль — статика. Волокно при резке, шлифовке сильно электризуется. Если система аспирации не заземлена по особой схеме и не имеет антистатических рукавов, можно получить не просто плохой сбор, а реальную угрозу возгорания. Один случай в Подмосковье был — искра в воздуховоде из-за разряда. Хорошо, что сработала система пожаротушения в самом фильтре. После этого многие начали смотреть в сторону решений, где это учтено на уровне конструкции.
Второй момент — абразивность. Частицы углеродного волокна острые. Обычные вентиляторы с лопастями из мягкой стали или даже обычной нержавейки быстро изнашиваются. Нужны либо специальные покрытия, либо особые сплавы. Китайцы это довольно быстро уловили. Например, у ООО Чэнду Дадон Технология в своих установках серии CF используют импеллеры с напылением карбида вольфрама. Не вечный, конечно, но ресурс увеличили в разы по сравнению с первыми образцами, которые они поставляли лет семь назад. На их сайте, кстати, можно посмотреть детали — https://www.ddkj.ru — там есть раздел по специализированным решениям для композитов.
И третий — лёгкость. Волокно не оседает само, его нужно 'протащить' с хорошей скоростью, но без создания турбулентностей, которые забьют воздуховоды. Здесь важна точный расчёт диаметров труб, плавные повороты, правильно подобранная мощность всасывания. Частая ошибка — ставить слишком мощный вентилятор, думая, что 'чем сильнее, тем лучше'. В итоге волокна бьются о стенки, дробятся на ещё более мелкую и липкую пыль, которая уже забивает фильтры тонкой очистки. Приходится переделывать всю трассу.
Эволюция китайского подхода: от копий к инженерным решениям
Раньше, лет десять назад, китайские производители часто просто копировали европейские фотографии, не вдаваясь в физику процесса. Получались коробки, внешне похожие на установки DCE или Keller, но внутри — хаос. Фильтры стояли неправильной плотности, системы регенерации работали с перебоями, шлюзовые затворы текли. Сам видел такую установку под Челябинском — её постоянно чинили, и в итоге заменили на новую, но уже от более вдумчивого поставщика.
Сейчас ситуация поменялась. Ведущие игроки, такие как упомянутая ООО Чэнду Дадон Технология, имеют собственные исследовательские центры. Они не просто продают оборудование, а сначала запрашивают детальные данные: какой именно процесс (автоматическая раскройка, ручная шлифовка, обдирка), марку волокна, объёмы отходов, планировку цеха. Это уже уровень инжиниринга. В их описании на сайте это отражено — они позиционируют себя не как фабрика, а как технологическая компания, что в целом соответствует действительности в их сегменте.
Что изменилось в железе? Во-первых, модульность. Стали предлагать не моноблок, а систему, которую можно 'собрать' под конкретный цех. Блок фильтрации, циклон предварительной очистки, вентиляторная группа, система управления — всё поставляется отдельно. Это резко снизило сложность монтажа и логистики. Во-вторых, материалы. Перешли на износостойкие композиты для корпусов циклонов и на специальные ткани для рукавных фильтров с антистатической пропиткой. Это не революция, но эволюция, которая дала результат.
Практические грабли: на что смотреть при выборе
Исходя из своего опыта, сформировал чек-лист, когда оцениваю предложение от китайского производителя. Первое — фильтрующий элемент. Он должен быть сертифицирован именно для углеродного волокна. Простой вопрос в переписке: 'Какой материал фильтровальных рукавов и какая у него поверхностная плотность?' Если в ответ присылают общие фразы про 'высокое качество', это тревожный звонок. Нормальный поставщик сразу напишет конкретику: например, 'иглопробивной полиэстер с углеродной нитью, 550 г/м2'.
Второе — система удаления пыли из бункера. Здесь часто экономят. Шнековый транспортер — это хорошо, но для длинного и лёгкого волокна он может забиваться, образуются 'пробки'. Вибрационный бункер лучше, но он создаёт дополнительные нагрузки на конструкцию. Некоторые китайские производители сейчас комбинируют: шнек + слабая вибрация на стенках бункера. У Дадон Технология в последних моделях как раз такая схема. Надо спрашивать про механизм выгрузки и его опытную обкатку на карбоне.
Третье, и самое важное — управление и безопасность. Контроллер должен не просто включать и выключать вентилятор. Обязательны датчики перепада давления на фильтрах (чтобы понимать, когда чистить), датчики температуры в бункере и на фильтрах (защита от возгорания), и обязательно — система аварийного пожаротушения, желательно не водяная, а газовая или аэрозольная. Многие китайские производители ставят это только в 'премиум' комплектациях, но для углеродного волокна это must-have с самого начала.
Кейс: внедрение на производстве карбоновых труб
Был проект в Татарстане, завод делал трубы для нефтегаза. Основная пыль образовывалась при обработке торцов и шлифовке наружной поверхности. Стояла старая советская аспирация, которая не справлялась. Рассматривали итальянский вариант, но вышло очень дорого. Остановились на китайском решении, но не на самом дешёвом. Выбор пал на ООО Чэнду Дадон Технология, потому что они предоставили расчёты воздушных потоков для каждого станка и 3D-модель размещения воздуховодов.
Самая большая проблема возникла не с оборудованием, а с монтажом. Наши монтажники решили сэкономить и поставили гибкие гофрированные воздуховоды вместо гладких стальных, которые рекомендовал производитель. В гофре сразу начали скапливаться волокна, падала производительность. Пришлось переделывать, терять время. Урок: если производитель даёт чёткие инструкции по монтажу — их надо соблюдать. Китайцы в этом случае прислали своего инженера для аудита, за отдельные деньги, конечно, но это решило проблему.
После запуска система отработала хорошо. Фильтры чистятся в автоматическом режиме, датчики давления стабильны. Единственное замечание — шумность вентиляторной группы была выше заявленной. Производитель объяснил это тем, что наше напряжение в сети было нестабильным, что влияло на обороты двигателя. Поставили стабилизатор — шум снизился. Сейчас система работает уже третий год, наработка на отказ соответствует заявленной. Завод даже расширил линию, докупив такой же модуль.
Будущее и субъективные выводы
Куда движется отрасль? Вижу тренд на интеллектуализацию. Простые реле времени для очистки фильтров уходят в прошлое. Теперь система сама, на основе данных с датчиков и, возможно, даже простого ИИ, определяет, когда и какой кластер фильтров чистить. Это экономит энергию и продлевает жизнь рукавам. Китайские производители активно внедряют такие системы в свои флагманские линейки. На выставке в Шанхае видел у Дадон Технология прототип с возможностью удалённого мониторинга и прогнозирования замены фильтров.
Ещё один момент — утилизация. Собранное углеродное волокно — это не просто мусор. Его можно перерабатывать. Наиболее продвинутые производители начинают думать о симбиозе: аспирационная система + пресс для брикетирования отходов. Это пока редкость, но спрос на 'зелёные' технологии растёт. Вполне возможно, что через пару лет это станет стандартной опцией.
Итоговое мнение? Китай как производитель систем аспирации для углеродных волокон вышел из возраста копирования и дешёвки. Конечно, на рынке ещё много фирм-однодневок, которые гонятся только за ценой. Но есть и серьёзные технологические игроки, которые предлагают глубокую инженерию, качественные материалы и адекватную поддержку. Выбирать нужно не по стране происхождения, а по конкретному опыту работы с карбоном, по готовности вникнуть в процесс и по наличию успешных реализованных проектов. И всегда, всегда запрашивать референс-лист и общаться с теми, кто уже пользуется их оборудованием. Личный опыт и чужие ошибки — лучший способ не потратить бюджет впустую.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Установки для обессеривания и денитрации
Установки для обессеривания и денитрации -
 Шлифовально-полировальный комбайн
Шлифовально-полировальный комбайн -
 Регенеративная термическая окислительная установка (RTO)
Регенеративная термическая окислительная установка (RTO) -
 Очиститель кухонных выбросов
Очиститель кухонных выбросов -
 Чистое помещение
Чистое помещение -
 Импульсная шлифовальная камера
Импульсная шлифовальная камера -
 Оборудование для очистки выбросов УФ-фотолизом
Оборудование для очистки выбросов УФ-фотолизом -
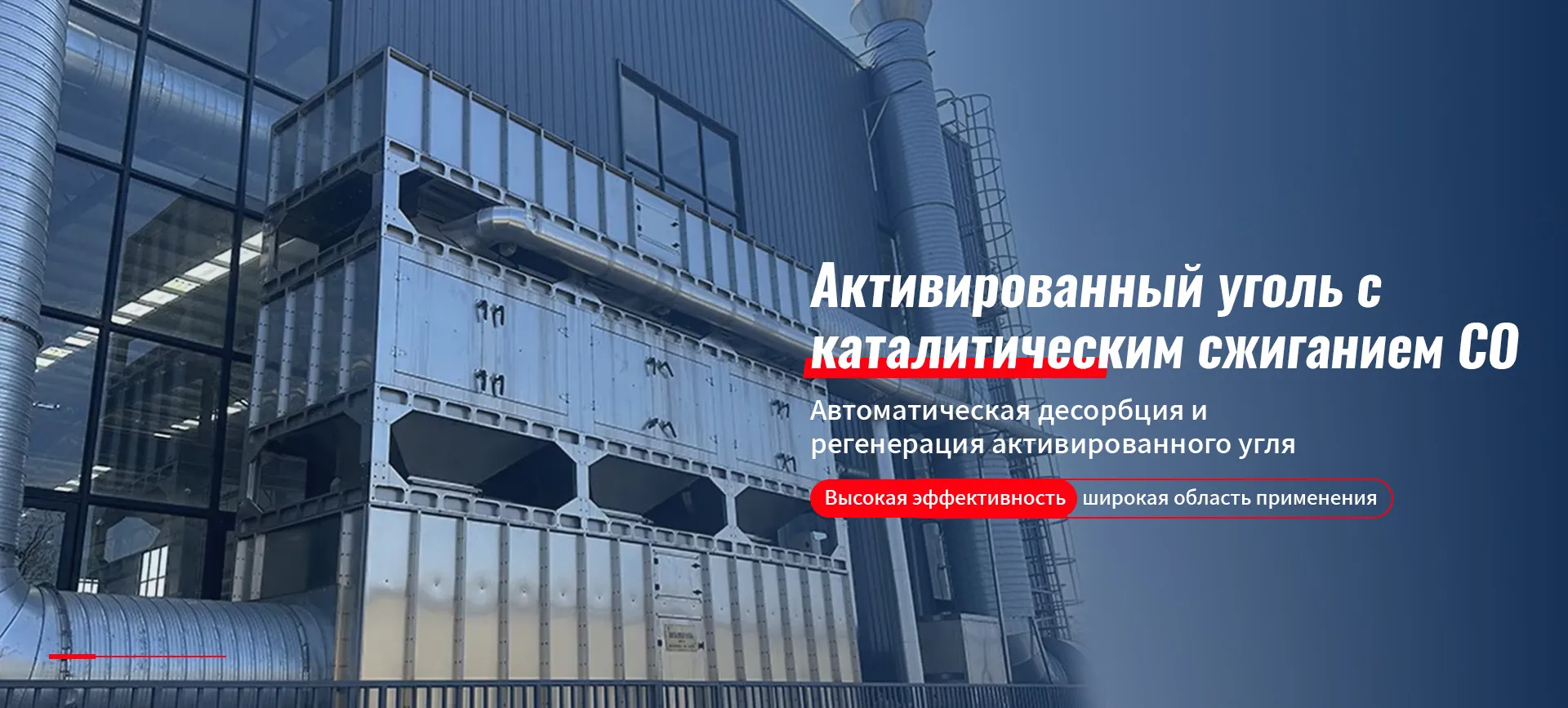
 Адсорбция активированным углем + Каталитическое окисление CO
Адсорбция активированным углем + Каталитическое окисление CO -
 Скруббер вентури
Скруббер вентури -
 Электрофильтр для улавливания смолы
Электрофильтр для улавливания смолы -
 Циклонный пылеуловитель
Циклонный пылеуловитель -
 Технология мембранного разделения с компрессией и конденсацией
Технология мембранного разделения с компрессией и конденсацией
Связанный поиск
Связанный поиск- Высококачественный оборудование обработки сварочного дыма
- Дешево установка рукавного фильтра
- Китай шлифовальный магнитный стол поставщик
- Китай обработка сточной воды нулевых выбросов производитель
- Высококачественный интегрированное оборудование управления сточных вод
- Ведущий насос скруббера
- Оптом автономный шлифовальный стол
- Китай автономный шлифовальный стол поставщики
- Китай сборка покрасочной камеры
- Китай пожаротушение сушильных камер поставщик